

Ti-1023юбКЯН№АєВФЕФзщжЏгыадФм
Ti-1023юбКЯН№ЙуЗКгІгУгкКНПеКНЬьСьгђЁЃБОЮФНщЩмСЫЪЙгУаТНЎЯцШѓЩњВњЕФ?650 mmЙцИёTi-1023юбКЯН№ж§ЖЇОЁАИп-ЕЭ-Ип-ЕЭЁБЙЄвеНјааЖрЛ№ДЮЖЭдьБфаЮЩњВњ?160 mmЙцИёАєВФЁЃЖдБШЗжЮіАєВФЕФКъЙлЁЂЮЂЙлзщжЏКЭСІбЇадФмЃЌНсЙћБэУїЃКАєВФКъЙлГЪЯжОљдШФЃК§ОЇЃЌЯдЮЂзщжЏЮЊОљдШЕФСНЯрЧјМгЙЄзщжЏЃЌІТЛљЬхЩЯОљдШЗжВМЕШжсГѕЩњІСЯрЃЛОШШДІРэКѓЃЌАєВФЕФСІбЇадФмЁЂГЌЩљВЈЬНВтОљЗћКЯЯрЙиБъзМвЊЧѓЁЃ
Ti-1023юбКЯН№ЪЧвЛжжИпПЩППадЁЂЕЭГЩБОЕФИпЧПИпШЭадНќІТюбКЯН№ЃЌУћвхГЩЗжЮЊTi-10V-2Fe-3AlЃЌОпгаБШЧПЖШИпЁЂЖЯСбШЭадКУЁЂДуЭИНиУцДѓЁЂИїЯђвьадаЁЁЂЖЭдьЮТЖШЕЭКЭПЙгІСІИЏЪДФмСІЧПЕШгХЕуЃЌФмЙЛТњзуИпПЩППадКЭЕЭжЦдьГЩБОЕФЩшМЦвЊЧѓЃЌвђДЫБЛЙуЗКгІгУгкКНПеКНЬьСьгђЁЃ
ЛљгкаТНЎЯцШѓДѓЙцФЃЕФЙЄвЕЛЏЩњВњЬѕМўЃЌШлСЖГіTi-1023юбКЯН№?650 mmЙцИё2 tМЖж§ЖЇЃЌОЖрДЮЖЭдьжЦБИЮЊ?160 mmЕФАєВФЁЃБОЮФЭЈЙ§Ждж§ЖЇГЩЗжвдМААєВФКъЙлЁЂЮЂЙлзщжЏКЭСІбЇадФмНјааМьбщЃЌзмНсГіTi-1023КЯН№АєВФКЯРэЕФЩњВњЙЄвеЃЌДяЕНСЫдЄЦкЕФаЇЙћЁЃЁЃ
1ЁЂЪЕбщ
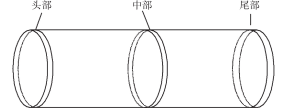
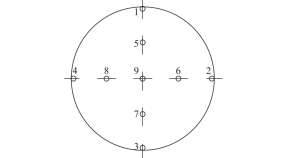
ЪЕбщВЩгУ0AМЖаЁПХСЃКЃУрюбвдМАЖрдЊжаМфКЯН№ЙВЭЖСЯ2 tО3ДЮецПездКФЕчЛЁТЏШлСЖжЦБИГЩ?650 mmTi1023юбКЯН№ж§ЖЇЃЌжївЊГЩЗж(жЪСПЗжЪ§ЃЌ%)VЮЊ9.0%~11.0%ЁЂFeЮЊ1.6%~2.2%ЁЂAlЮЊ2.6%~3.4%ЃЌЦфгрЮЊTiЃЌЗћКЯGJB1538ЕФвЊЧѓЁЃж§ЖЇОЙ§ЧаУАПкЁЂЧаЕзЁЂОтЧажаЗжКѓЃЌдкжсЯђЭтдВЭЗВПЁЂжаВПЁЂЮВВПЃЈЭМ1ЃЉЃЌКсНиУц9ЕуЮЛжУЃЈЭМ2ЃЉШЁбљЃЌгУдзгЗЂЩфЙтЦзЗЈВтЪдЦфжївЊКЯН№дЊЫиЃЈAlЁЂVЁЂFeЃЉЕФКЌСПКЭЦфЫћдгжЪдЊЫиЁЃ
ЭМ1 ж§ЖЇзнЯђБэУцШЁбљЕуЪОвтЭМ
ЭМ2 ж§ЖЇКсНиУц9ЕуЮЛжУШЁбљЪОвтЭМ
дкTi-1023юбКЯН№ж§ЖЇЭЗВПЧаШЁЪЪСПбљПщЃЌВЩгУН№ЯрЗЈВтЕУІС+ІТЯр/ІТЯрЕФзЊБфЮТЖШЮЊ805~810ЁуCЁЃж§ЖЇећЬхВЩгУЁАИп-ЕЭ-Ип-ЕЭЁБЙЄвеТЗЯпНјааМгЙЄЖЭдьЃЌВЩгУ45/50MNПьЖЭЛњдкЕЅЯрЧјЃЈІТЯрЧјЃЉПЊХїЃЌзюКѓЖЭГЩ?160 mmЕФГЩЦЗАєВФЁЃ
АДGJB1538БъзМЃЌTi-1023юбКЯН№АєВФЕФзщжЏКЭСІбЇадФмВЩгУдк?160 mmАєВФЩЯбизнЯђЧаШЁ20 mmКёЪдбљЦЌКЭ80 mmГЄбљАєгУгкИїЯюадФмМьВтЁЃ20 mmКёЪдбљЦЌЦНЖЫУцКѓМьВщRЬЌЁЂІТАпЃЈ785ЁцЁС1.5 h WC+530ЁцЁС8 h ACЃЉКЭЙЬШмЪБаЇЃЈ775 ЁцЁС1.5 h WC+540ЁцЁС8 h ACЃЉДІРэКѓЕФИпЕЭБЖзщжЏЃЌВЩгУICX41MН№ЯрЯдЮЂОЕЙлВьзщжЏаЮУВВЂХФЩуН№ЯрееЦЌЁЃ80 mmГЄЕФбљАєдкТэИЅТЏвд775ЁцЁС1.5 h WC+540ЁцЁС8 h ACЕФжЦЖШНјааШШДІРэКѓЃЌгУH-5550KАыздЖЏДјОтДВдкЪдбљЦЌD/4ДІЧаШЁКсзнЯђЪдбљХїЃЌАДБъзМвЊЧѓЛњаЕМгЙЄГЩСІбЇадФмВтЪдЪдбљЃЌЖдЦфНјааЪвЮТСІбЇадФмРЩьМьВтЃЌРЩьЪЕбщдкCMT5205РСІЪдбщЛњЩЯВтЖЈЁЃЭЌЪБЃЌЖдГЩЦЗАєВФНјааНгДЅЗЈГЌЩљВЈЮоЫ№ЬНЩЫМьВтЁЃ
2ЁЂНсЙћгыЗжЮі
2.1ЁЂж§ЖЇЕФЛЏбЇГЩЗжЗжЮі
АДееВњЦЗШЁбљвЊЧѓдкж§ЖЇБэУцзнЯђЭЗВПЁЂжаВПЁЂЮВВПКЭКсНиУц9ЕуЮЛжУНјааШЁбљЃЌМьВтВЛЭЌВПЮЛжївЊКЯН№дЊЫиКЌСПЃЌВтЪдНсЙћЯдЪОж§ЖЇЛЏбЇГЩЗжЗћКЯЯрЙиММЪѕБъзМвЊЧѓЁЃгШЦфЪЧзнЯђБэУцЭЗВПКЭЮВВПСНИіЮЛжУЕФдгжЪдЊЫиЃЈCЁЂNЁЂOЁЂHЃЉКЌСПВтЪдНсЙћЖМФмЙЛТњзуБъзМЗЖЮЇвЊЧѓЃЌЫЕУїж§ЖЇЕФДПОЛЖШКмИпЁЃ
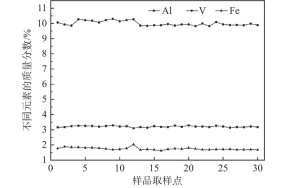
ЭМ3ЮЊж§ЖЇВЛЭЌВПЮЛжївЊКЯН№дЊЫиЛЏбЇГЩЗжЭГМЦЭМЁЃШЁбљЕуЮЛжУЗжБ№ЮЊж§ЖЇЭтдВЭЗЁЂжаЁЂЮВзнЯђБэУцЃЈ1~3ЕуЃЉЃЌЭЗЁЂжаКЭЮВВП3ИіКсЯђНиУцЃЈ4~30ЕуЃЉЁЃгЩЭМ3ПЩвдПДГіЃЌЭтдВУцЩЯЭЗЁЂжаЁЂЕз3ЕуШЁбљМьВтЕФжїдЊЫиAlЁЂVЁЂFeЛЏбЇГЩЗжВЈЖЏНЯаЁЃЌЦфжаAlдЊЫиКЌСПЮЊ3.16%~3.24%ЃЛVдЊЫиКЌСПЮЊ9.86%~10.06%ЃЛFeдЊЫиКЌСПЮЊ1.77%~1.89%ЃЛAlЁЂVдЊЫиЦЋВюВЛДѓгк0.2%ЃЌЦфжавзЦЋЮідЊЫиFeЕФЦЋВюВЛДѓгк0.12%ЃЌЫЕУїЩњВњЕФж§ЖЇжсЯђЗНЯђЩЯЛЏбЇГЩЗжОљдШадНЯКУЃЛж§ЖЇЭЗЁЂжаЁЂЕзКсНиУцОХЕуШЁбљМьВтЛЏбЇГЩЗжОљПЩТњзуБъзМвЊЧѓЃЌжїдЊЫиAlЁЂVзюДѓЦЋВюВЛДѓгк0.13%~0.27%ЃЌвзЦЋЮіFeдЊЫиЦЋВюВЛДѓгк0.34%ЁЃећЬхРДПДЃЌж§ЖЇОљдШадСМКУЃЌИїдЊЫиГЩЗжОљТњзуММЪѕБъзМвЊЧѓЁЃ
ЭМ3 Ti-1023юбКЯН№ж§ЖЇВЛЭЌЮЛжУЕФКЯН№дЊЫиГЩЗжЭМ
ж§ЖЇдкВЩгУецПездКФЕчЛЁШлСЖЙ§ГЬжаЃЌДцдквзЗЂЩњЦЋЮідЊЫиFeЃЌПЩФмЛсГіЯжж§ЖЇШлСЖЪБГЩЗжВЛОљдШЛђЦЋЮіЯжЯѓЁЃИљОнюбКЯН№ЯрЭМвдМАКЯН№ЕФФ§ЙЬРэТлЃЌдке§ГЃЕФФ§ЙЬЬѕМўЯТЃЌЦЋЮіЯЕЪ§kЁн1ЕФКЯН№дЊЫиВЛвзГіЯжЦЋЮіЃЌГ§ЗЧдкШлСЖЙ§ГЬжаКЯН№дЊЫиКЭжаМфКЯН№ЮДФмГфЗжОљдШЛЏЃЛЦЋЮіЯЕЪ§kЃМ1ЕФКЯН№дЊЫиЃЌМДЪЙШлШкзДЬЌЯТКЯН№ЪЧОљдШЕФЃЌЕЋдкФ§ЙЬЪБЭЌвЛЮТЖШЯТЕФЙЬЯрГЩЗжКЭвКЯрГЩЗжШдДцдквЛЖЈВюБ№ЃЌвКЯржадЊЫиКЌСПзмЪЧИпгкЙЬЯрЃЌетОЭЕМжТж§ЖЇШнвздкжаВПКЭЭЗВПВњЩњЦЋЮіЁЃгЩЭМ3ПЩвдПДГіЃЌКсНиУцЭЗВПжааФЕуFeдЊЫиКЌСПТдИпЃЌДЮжЎЮЊжаВПЃЌзюКѓЪЧЮВВПЃЌгыЩЯЪіЗжЮівЛжТЁЃ
змЬхРДПДЃЌTi-1023юбКЯН№2 tМЖж§ЖЇжївЊКЯН№дЊЫиЛЏбЇГЩЗжЗжВМОљдШЁЂДПОЛЖШСМКУЃЌОљТњзуж§ЖЇЕФММЪѕвЊЧѓЃЌетвВБэУїСЫж§ЖЇдкдВФСЯЕФбЁдёвдМАЖдШлСЖЙ§ГЬжаЕФЙЄвеПижЦЕШЗНУцЖМЪЧКЯРэПЩааЕФЁЃ
2.2ЁЂАєВФзщжЏаЮУВЗжЮі
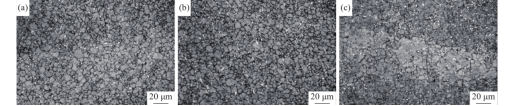
Ti-1023юбКЯН№дк?160 mmАєВФЕФЭЗВПЁЂЮВВПЮЛжУЧаШЁЪдбљЦЌНјааБэУцИЏЪДКѓЕФЖЭЬЌЃЈRЬЌЃЉееЦЌЁЃ
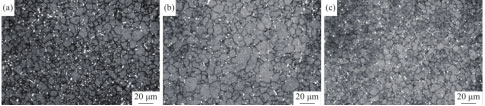
ДгЭМ4ПЩвдПДГіЃЌАєВФЕФЕЭБЖзщжЏЮЊОљдШФЃК§ОЇЃЌВЛДцдкЦЋЮіЁЂМадгвдМАЦфЫћРрвБН№ШБЯнЃЌЫЕУїИУЖЭдьХїСЯЛёЕУСЫГфЗжЕФБфаЮЁЃВЩгУ4500 tПьЖЭЛњДѓЖжЮЛбЙСІЃЌЭЈЙ§Ждж§ЖЇВЩгУЁАИп-ЕЭ-Ип-ЕЭЁБЙЄвеТЗЯпНјааЖрЛ№ДЮЖЭдьЃЌГфЗжЦЦЫщж§ЬЌОЇСЃЃЌХїСЯВЩгУЛЛЯђЖЭдьЃЌЬсИпХїСЯЕФЖЭЭИадЃЌЪЙАєВФЕФзщжЏИќМгОљдШЁЃЖЭдьЙЄвеРћгУНќІТКЯН№ЕФІТЛљЬхдкПьЫйЭъГЩдйНсОЇЪБОЇСЃГЄДѓКмЛКТ§етвЛМгЙЄЬиадЃЌЪЙН№ЪєЕФОЇСЃДІгкЗДИДЦЦЫщЃЌбЧОЇСЃКЯВЂГЄДѓКЭОЇНчЧЈвЦЙ§ГЬжаЃЌзюжеАєВФзщжЏЧїгкОљдШвЛжТЃЌЮЊАєВФОљдШЕФзщжЏКЭСМКУЕФадФмДђЯТСЫСМКУЕФЛљДЁЁЃ
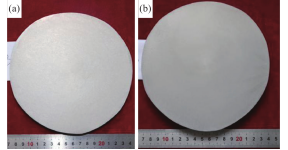
ЭМ4 ϕ160mmTi-1023юбКЯН№АєВФВЛЭЌЮЛжУЕФRЬЌееЦЌ:(a)ЭЗВПЃЛ(b)ЮВВП
дкЯрЕБгкж§ЖЇЭЗВПЮЛжУЕФАєВФЪдбљЦЌЩЯЧаШЁВЛЭЌЧјгђЃЈБпВПЁЂD/4КЭаФВПЃЉЕФКсЯђЪдбљЃЌЙлВьRЬЌКЭЖдЦфНјааЙЬШмМгЪБаЇШШДІРэКѓЕФЯдЮЂзщжЏЃЌМћЭМ5КЭЭМ6ЁЃДгЭМ5ПЩвдПДГіЃЌАєВФRЬЌЯдЮЂзщжЏгЩІТЛљЬхКЭЛљЬхЩЯЗжВМЕФОљдШЁЂЯИаЁЕФЕШжсГѕЩњІСЯрзщГЩЃЌГѕЩњІСЯрЦНОљГпДчЮЊ3.5 ІЬmзѓгвЃЌГѕЩњІСЯрЕФЬхЛ§ЗжЪ§дк35%вдЩЯЁЃДгЭМ6ПЩвдПДГіЃЌОЙ§ЙЬШмЪБаЇДІРэКѓЃЌЕШжсЛЏОЇСЃИќЯджјЃЌБэУїЖЭдьБфаЮСПЕШЙЄвеВЮЪ§КЯРэЁЃ
ЁЁЁЁЭМ5 ϕ160mmTi-1023юбКЯН№АєВФВЛЭЌЮЛжУЕФRЬЌЯдЮЂзщжЏЃК(a)БпВПЃЛ(b)D/4ЃЛ(c)аФВП
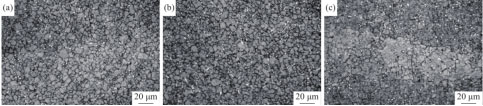
ЭМ6 ϕ160mmTi-1023юбКЯН№АєВФЙЬШмЪБаЇДІРэКѓВЛЭЌЮЛжУЕФЯдЮЂзщжЏ:(a)БпВПЃЛ(b)D/4ЃЛ(c)аФВП
2.3 ЁЂАєВФІТАпМьВтНсЙћ
Ti-1023юбКЯН№FeдЊЫиЕФЦНКтЗжХфГЃЪ§ЪЧ0.3ЃЌгаКмДѓЕФЦЋЮіЧуЯђЁЃTi-1023юбКЯН№ІТАпаЮГЩЕФжївЊдвђЪЧЁАFeЁБКЯН№ВФСЯЕФОжВПЦЋЮіИЛМЏв§Ц№ДЫВПЗжІТзЊБфЮТЖШБШЛљЬхЯТНЕЃЌЕМжТдкИЛFeЧјаЮГЩВЛКЌГѕЩњІСЯрЛђІСЯрКЌСПЯрЖдЯЁЩйЕФЧјгђЃЌМДІТАпЃЌІТАпЛсбЯжигАЯьКЯН№ЕФЫмадКЭЕЭжмЦЃРЭЪйУќЁЃ
TB6КЯН№ж§ЖЇFeГЩЗжВЛОљдШЪЧаЮГЩІТАпЕФЁАЯШЬьЁБвђЫиЃЌКѓајЕФШШМгЙЄКЭШШДІРэЙЄвеЪЧгАЯьІТАпВњЩњЕФЁАКѓЬьЁБвђЫиЁЃвРОнGJB1538жаШШДІРэЙЄвебЁдё785 ЁцЁС1.5 h WC+530 ЁцЁС8 h ACжЦБИАєВФЁЃЖдАєВФНјааЙлВьЗЂЯжКъЙлаЮУВЩЯАєВФОжВПЮовьГЃЯжЯѓЃЈЭМ7ЃЉЃЛЖјЮЂЙлзщжЏЕШжсГѕЩњІСЯрКЌСПдМЮЊ15%ЃЌТњзуGJB1538жаГѕЩњІСЯрКЌСПДѓгк10%вдЩЯЕФБъзМвЊЧѓЃЌШчЭМ8ЫљЪОЁЃгЩДЫБэУїШлСЖЙЄвеКЭЖЭдьЙЄведкПижЦІТАпЗНУцгавЛЖЈЯджјаЇЙћЁЃ
ЭМ7 ϕ160mmTi-1023юбКЯН№АєВФІТАпМьВщееЦЌ
2.4ЁЂСІбЇадФм
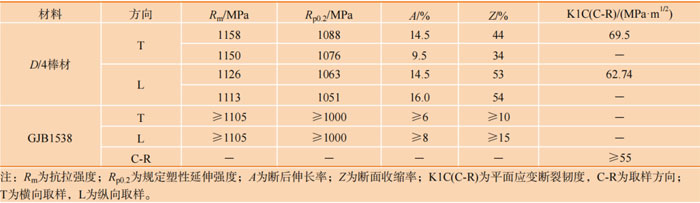
ϕ160 mmTi-1023юбКЯН№ГЩЦЗАєВФЕФСІбЇадФмНсЙћШчБэ1ЫљЪОЃЈУПзщШЁСНИіЦНааЪдбљЃЉЁЃ
Бэ1 ϕ160mm Ti-1023юбКЯН№АєВФD/4ЮЛжУДІЕФСІбЇадФм
ЭМ8 ϕ160mm Ti-1023юбКЯН№АєВФЕФЯдЮЂзщжЏ:(a)БпВПЃЛ(b)D/4;(c)аФВП
ДгБэ1ПЩвдЧхГўЕиПДГіЃЌАєВФЕФИїЯюадФмОљЗћКЯЯрЙижИБъЕФвЊЧѓЃЌКсзнЯђЕФИпЫмадКЭЧПЖШЖМЪЧОљдШЕФЃЌЫмадНЯБъзМжЕгавЛЖЈЕФИЛгрЁЃЫЕУїдкЖЭдьЪБВЩгУЪЪЕБЕФЙЄвеЪЙЦфгаНЯЮЊГфЗжЕФБфаЮЃЌЪЙЕУАєВФдкИїИіЗНЯђЩЯзщжЏЕФОљдШадБШНЯКУЃЌВювьадНЯаЁЁЃ
2.5ЁЂАєВФЕФГЌЩљВЈМьВт
ВЩгУSonATEST 380MаЭГЌЩљЬНЩЫвЧЁЂАТСжАЭЫЙV109ЬНЭЗЖд?160 mm Ti-1023юбКЯН№ГЩЦЗАєВФЕФГЌЩљМьВтДгВЈаЮРДПДЃЌдыЩљЫЎЦНВЛИпгк20%ЃЌдыЩљОљдШЃЌЮоУїЯдШБЯнаХКХГіЯжЃЌЕзВЈБфЛЏЗљЖШаЁгк6 dBЃЌдыЩљЫЎЦНЮЊАыЩљГЬ?1.2 ЈC9 dB~ЈC12 dBЃЈЭМ9ЃЉЃЌБэУїГЩЦЗАєВФПЩТњзуGB/T5193ЁЊ2007БъзМжаЕФA1МЖвЊЧѓЁЃЭМ9жаКсзјБъДњБэЩюЖШЃЌзнзјБъДњБэаХКХИпЖШЃЌТњЦСАД100%МЦЁЃ
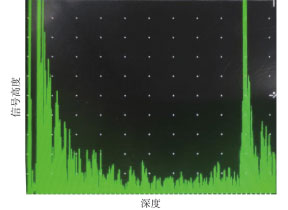
ЭМ9 ЬНЩЫВЈаЮ
3 НсЪјгя
ЃЈ1ЃЉВЩгУ0AМЖаЁПХСЃКЃУрюбвдМАЖрдЊжаМфКЯН№ШлСЖЩњВњЕФюбКЯН№ж§ЖЇЃЌГЩЗжОљдШадСМКУЃЌж§ЖЇТњзуБъзМвЊЧѓЁЃ
ЃЈ2ЃЉж§ЖЇВЩгУЁАИп-ЕЭ-Ип-ЕЭЁБЙЄвеНјааЖрЛ№ДЮЖЭдьжЦБИГіИпБЖзщжЏЁЂЕЭБЖзщжЏЁЂГЌЩљВЈЬНЩЫЖМЗћКЯGJB1538БъзМвЊЧѓЕФАєВФЁЃ
ЃЈ3ЃЉВЩгУКЯЪЪЕФШШДІРэЙЄвеЃЌАєВФЕФЧПЖШКсзнЯђВювьаЁЃЌИїЕуОљдШадФмСМКУЃЌИїЯюСІбЇадЖМПЩвдЗћКЯGJB1538БъзМвЊЧѓЁЃ



